-
 全國服務(wù)熱線:
全國服務(wù)熱線:
13007666588

 全國服務(wù)熱線:
全國服務(wù)熱線:
 您現(xiàn)在所在的位置:首頁 > 常見問題
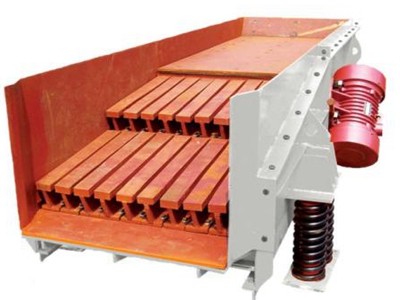
您現(xiàn)在所在的位置:首頁 > 常見問題1.加寬給料面,可充分發(fā)揮熔化面積的作用。如蘇聯(lián)古謝夫玻璃廠一座壓延窯原來用6臺電磁振動給料機,后于72年改為兩臺電機振動給料機,給料面寬度由原來占池寬64%增加到93%。又如蘇聯(lián)《十月革命》廠用電機振動給料機代替電磁振動給料機后,給料面寬度由5.7米增加到7.3米。
2.碎玻璃和粉料不摻在一起給,而是碎玻璃作底層,粉料給到碎玻璃層的面上。據(jù)國外許多研究者的資料,這種給料方式比碎玻璃和粉料摻在一起給可縮短熔化時間。
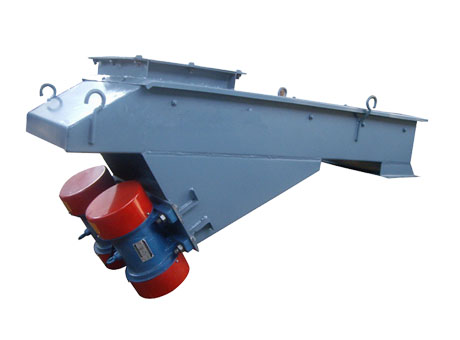
3,電機振動給料機給料時,生料稍稍被壓入液面下,故給料位置粉塵少。
4,電機振動給料機對熔窯產(chǎn)量變化的適應(yīng)性比電磁振動給料機強。蘇聯(lián)采用可控硅調(diào)節(jié)給料輥的轉(zhuǎn)速,可大大縮短停車時間,有利于液面和整個熔化過程的穩(wěn)定。此外,還可以改變給料輥距液面的高度來調(diào)節(jié)料層厚度。給料輥直徑400毫米時,料層厚度為150--250毫米。日本板玻璃公司介紹的料層厚度為100---150毫米。
5.碎玻璃與粉料的比例容易調(diào)節(jié)。據(jù)捷克考察團介紹,他們的電機振動給料機只給粉料,在給料輥的底下另有電磁振動給料機推入碎玻璃,這樣也可調(diào)節(jié)碎玻璃與粉料的比例。
由于消除了生料跑偏的現(xiàn)象,使成型部玻璃液的化學(xué)均勻性提高。據(jù)蘇聯(lián)古謝夫廠壓延窯的經(jīng)驗,原來用電磁振動給料機時兩個板邊的化學(xué)均勻性差達(dá)士40-V5端,改用電機振動給料機后為(士20 0o,從而大大提高了成品率(該廠板邊均勻性差每增加1000,成品率就下降2%)。
從蘇聯(lián)5座平板玻璃熔窯采用電機振動給料機后的情況來看,配合料跑偏現(xiàn)象消除了,配合料表面接受熱的能力提高了30-60%,燃料消耗降低10%,引上機作業(yè)穩(wěn)定,產(chǎn)品質(zhì)量高。巴涅維什廠無槽引上窯采用給料機分層給料(碎玻璃作底層),玻璃液的化學(xué)均勻性提高了15一20%。
 網(wǎng)站地圖 |
XML |
SITETXT
網(wǎng)站地圖 |
XML |
SITETXT新鄉(xiāng)市海鑫振動機械有限公司是一家專業(yè)生產(chǎn)銷售新鄉(xiāng)振動給料機,直線振動給料機,YZO振動電機,YZS振動電機, mzg振動給料機,電機振動給料機批發(fā)商,提供振動給料機哪家好,振動給料機電機型號,電機振動給料機價格,電機振動給料機操作